 Engels
Engels Ik denk dat dit het geval is
Ik denk dat dit het geval isHoe een diepdrukmachine voor op hout gebaseerde paneelafwerkingsmaterialen feitelijk werkt (en waarom het ertoe doet)
Wat diepdruk te maken heeft met op hout gebaseerde panelen
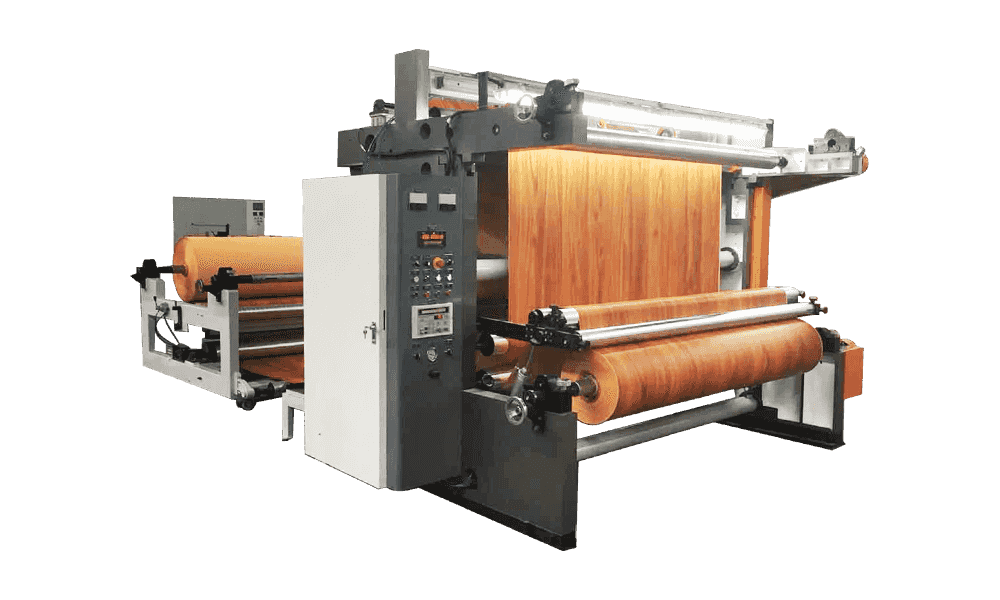
Loop een willekeurige meubelshowroom of vloerwinkel binnen en kijk goed naar de houtnerfpatronen op MDF-platen, laminaatvloerplanken of met melamine beklede panelen. De kans is groot dat die hyperrealistische texturen – de fijne korrellijnen, knoopdetails en kleurverlopen – zijn afgedrukt met een diepdrukmachine. Het verband tussen een industrieel drukproces en de meubelindustrie is niet meteen duidelijk, maar het is een van de belangrijkste relaties in de moderne paneelproductie.
Bij diepdruk, ook wel diepdruk of diepdruk genoemd, wordt inkt vanuit gegraveerde uitsparingen op een roterende cilinder rechtstreeks op een substraat overgebracht. Voor plaatafwerkingsmaterialen op houtbasis is het substraat doorgaans decoratief basispapier of een direct-printfilm die later wordt gelamineerd, geperst of gebonden aan een paneelkern zoals MDF, spaanplaat of multiplex. Het resultaat is een oppervlak dat op overtuigende wijze hout-, steen-, textiel- of abstracte patronen kan nabootsen met een detailniveau en herhaalbaarheid dat geen enkele andere printmethode op industriële schaal bereikt.
De kerncomponenten van een diepdrukmachine voor paneelafwerking
EEN diepdrukmachine voor plaatafwerkingsmaterialen op houtbasis is een zeer gespecialiseerd apparaat. Als u de belangrijkste componenten ervan begrijpt, wordt duidelijk wat het goed doet en waar de beperkingen liggen.
De diepdrukcilinder
De diepdrukcilinder is het hart van de gehele machine. Het is een stalen of met koper beklede roller met miljoenen kleine cellen – microscopisch kleine uitsparingen – die in het oppervlak zijn gegraveerd. Elke cel bevat een specifiek volume inkt. Wanneer de cilinder tegen het substraat draait, wordt er inkt uit deze cellen overgebracht, waardoor het volledige beeld laag voor laag wordt opgebouwd terwijl het web door meerdere drukeenheden gaat. Voor decoratieve houten paneeltoepassingen worden cilinders gegraveerd met hoogwaardige houtnerf-, steen- of textielpatronen, vaak afkomstig van driedimensionale scans van echte natuurlijke materialen. De diepte en geometrie van elke cel bepalen de kleurdichtheid en toongradatie.
Het doktersmes
Het rakelmes, dat net vóór het afdrukpunt is gemonteerd, is een dunne stalen of plastic strip die overtollige inkt van het platte oppervlak van de cilinder schraapt, waardoor de inkt alleen in de gegraveerde cellen achterblijft. De precisie van het rakelmes (hoek, druk en materiaal) heeft rechtstreeks invloed op de printscherpte en het inktverbruik. Versleten of niet goed uitgelijnde rakelmesjes zijn een van de meest voorkomende oorzaken van printfouten, zoals strepen, kleurinconsistentie of inktvlekken op het substraat.
De indrukroller
De afdrukrol is een met rubber bedekte cilinder die het substraat tijdens de inktoverdracht stevig tegen de diepdrukcilinder drukt. De knijpdruk tussen deze twee rollen moet nauwkeurig worden gecontroleerd. Te weinig druk resulteert in een onvolledige inktoverdracht en ontbrekende toondetails; te veel druk zorgt ervoor dat het substraat uitrekt, fijne patronen vervormt of fysieke schade oploopt, vooral relevant bij het printen op dun decoratief papier dat wordt gebruikt bij de afwerking van panelen.
Inkttoevoer- en circulatiesysteem
Bij diepdruk wordt gebruik gemaakt van inkten op oplosmiddelbasis of waterbasis met een lage viscositeit die continu worden afgeleverd in een bak waarin het onderste gedeelte van de diepdrukcilinder is ondergedompeld of onder water staat. De inkten die worden gebruikt voor plaatafwerkingsmaterialen op houtbasis moeten aan specifieke eisen voldoen: ze moeten goed hechten aan het basispapier of de basisfilm, stabiel blijven tijdens het lamineer- en persproces en kleuren produceren die overeenkomen met goedgekeurde ontwerpnormen over extreem lange oplagen, vaak gemeten in tienduizenden strekkende meters per taak.
Droogeenheden
Tussen elk printstation verdampen heteluchtdroogtunnels of infrarooddrogers het inktoplosmiddel voordat de volgende kleurlaag wordt aangebracht. Onvoldoende droging veroorzaakt kleurmenging, inktafzetting en blokkering van de terugspoelrol. Voor inkten op oplosmiddelbasis zijn droogeenheden ook geïntegreerd met systemen voor het terugwinnen van oplosmiddelen die verdampte oplosmiddelen opvangen en recyclen – zowel om aan het milieu te voldoen als om de materiaalkosten te verlagen.
Hoe het meerkleurendrukproces werkt op decoratieve paneelsubstraten
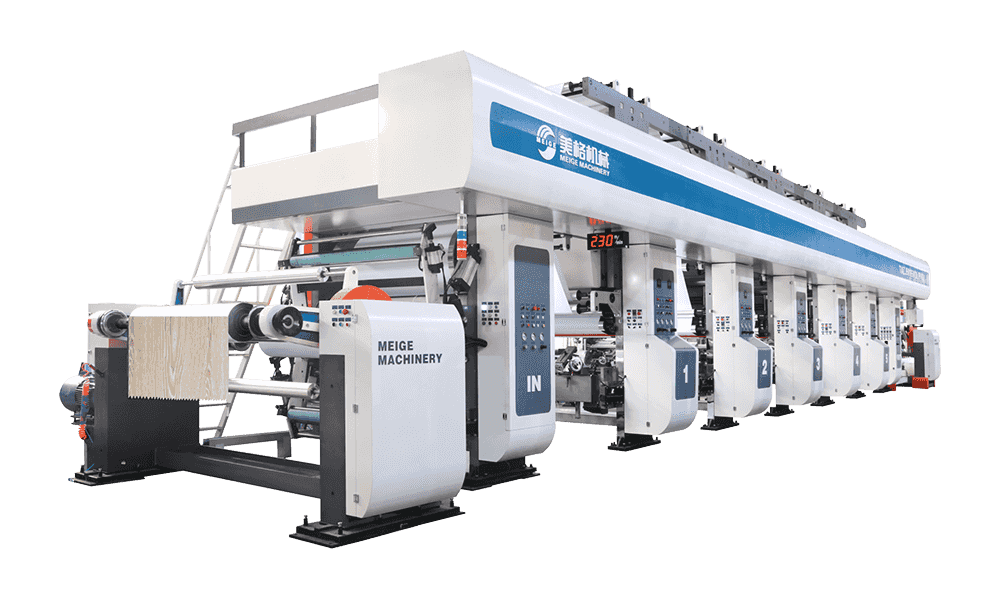
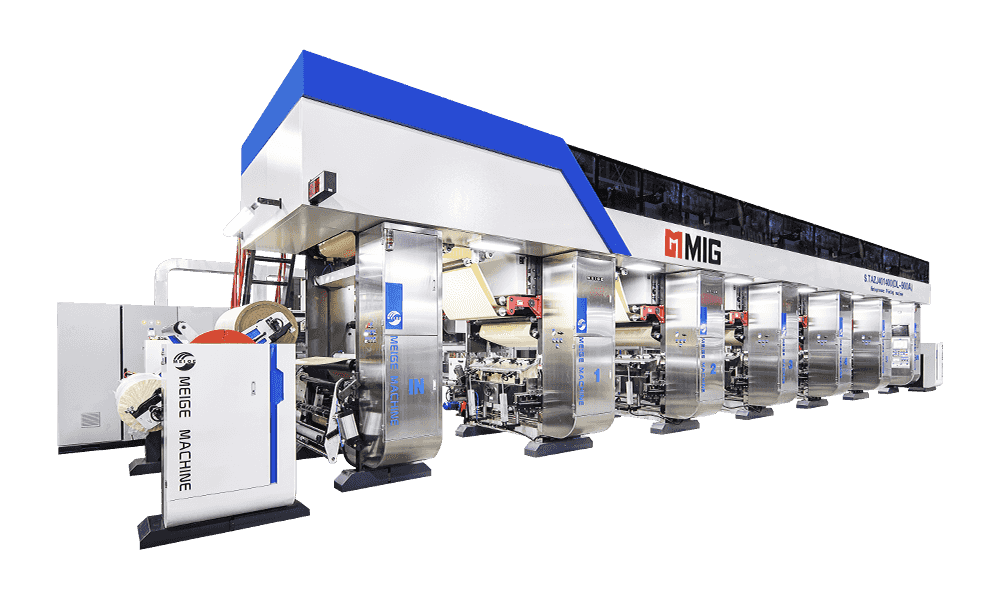
De meeste diepdrukmachines voor plaatafwerkingsmaterialen op houtbasis werken als inline-systemen met meerdere eenheden. Een rol basissubstraat – doorgaans 80–120 g/m2 decoratief papier geïmpregneerd met melaminehars, of een PVC/PET-film – wordt in de eerste drukeenheid gevoerd, waar de eerste kleurlaag wordt aangebracht. Het web gaat vervolgens door een droogtunnel voordat het de tweede eenheid binnengaat, en zo verder door maar liefst zes tot tien printstations.
Voor een realistisch houtnerfpatroon kan een typische printvolgorde bestaan uit een basislaag voor de algehele grondkleur, gevolgd door afzonderlijke passages voor de warme tinten, donkerdere korrellijnen, accenten en een laatste registermarkeringslaag voor de uitlijning van de textuuroverlay. Elke cilinder moet vrijwel perfect uitgelijnd zijn, wat betekent dat de beeldelementen van elke printeenheid nauwkeurig moeten uitgelijnd zijn, tot op een fractie van een millimeter nauwkeurig. Moderne machines maken gebruik van optische sensoren en servogestuurde registerbedieningen om deze uitlijning automatisch te handhaven bij snelheden van vaak meer dan 200 meter per minuut.
Substraten die compatibel zijn met diepdruk bij paneelafwerking
Het scala aan substraten waarmee diepdrukmachines in de sector voor het afwerken van houten panelen omgaan, is breder dan velen denken. Elk materiaal heeft verschillende oppervlakte-eigenschappen, porositeitsniveaus en spanningskenmerken die van invloed zijn op hoe het door de machine loopt en hoe goed het inkt accepteert.
| Substraattype | Typisch gewicht/dikte | Gemeenschappelijk eindgebruik | Inktsysteem |
| Decoratief basispapier | 70–120 g/m² | Melaminelaminaat, HPL | Oplosmiddel of op waterbasis |
| Voorgeïmpregneerd papier (pre-preg) | 80–140 g/m² | Directgeperste laminaatvloer | Op oplosmiddelbasis |
| PVC-film | 0,08–0,20 mm | Meubelfolie, deurbekleding | Op oplosmiddelbasis |
| PET-folie | 0,05–0,15 mm | Hoogglans paneeloverlay | Op UV- of oplosmiddelbasis |
| CPP / OPP-film | 0,02–0,06 mm | Beschermfolie voor panelen | Op waterbasis |
Elk van deze substraten vereist specifieke machineconfiguraties. Papiersubstraten zijn relatief vergevingsgezind wat betreft spanningscontrole, maar absorberen inkt op een andere manier, afhankelijk van hun impregnatiestatus. Plastic films vereisen een coronabehandeling of primercoating voordat ze worden afgedrukt om de inkthechting te verbeteren, en ze vereisen nauwkeurige spanningscontrole over het hele baanpad om uitrekken of kreuken te voorkomen, waardoor de patroonregistratie zou worden vernietigd.
Cilindergraveermethoden en hun impact op de afdrukkwaliteit
De kwaliteit van een diepgeprint houten paneeloppervlak is slechts zo goed als de cilinder waaruit het is bedrukt. Er zijn twee primaire graveermethoden die worden gebruikt bij de moderne cilinderproductie voor het afdrukken van decoratieve panelen:
Elektromechanische gravering (EME)
Elektromechanisch graveren maakt gebruik van een stylus met diamanten punt die met hoge frequentie oscilleert om cellen rechtstreeks in een verkoperd cilinderoppervlak te snijden. De diepte en breedte van elke cel wordt bepaald door de signaalamplitude, die is afgeleid van het digitale beeldbestand. EME is snel, nauwkeurig en produceert een consistente celgeometrie over de hele cilinder. Voor houtnerfpatronen die rijke toongradaties en fijne lijnreproductie vereisen, zoals de subtiele kleurverschuivingen in eiken- of walnootnerven, leveren EME-cilinders uitstekende resultaten. Na het graveren worden cilinders doorgaans verchroomd voor hardheid en duurzaamheid, waardoor hun levensduur wordt verlengd tot vele miljoenen afdrukken.
Lasergravure
Lasergraveersystemen verwijderen materiaal van het cilinderoppervlak met behulp van een gerichte hoogenergetische straal, rechtstreeks op het koper of op een zink- of keramische coating. Lasertechnologie maakt celvormen en geometrieën mogelijk die onmogelijk zijn met een mechanische stylus – inclusief cellen met variabele hoek die de inktafgifte verbeteren en de puntversterking verminderen. Voor extreem fijne texturen zoals weefselweefsels of steenporiepatronen die worden gebruikt in aangrenzende toepassingen van houten panelen, kunnen lasergegraveerde cilinders een resolutie bereiken van meer dan 80 lijnen per centimeter, waardoor details worden geproduceerd die kunnen wedijveren met fotografische reproductie.

Belangrijke machinespecificaties die u moet evalueren bij aankoop
Het selecteren van de juiste diepdrukmachine voor het afwerken van panelen op houtbasis vereist inzicht in welke technische specificaties er daadwerkelijk toe doen voor de toepassing, in plaats van u te laten leiden door algemene cijfers uit de printindustrie die zich mogelijk niet direct vertalen naar de productie van decoratieve panelen.
- Printbreedte: Standaard rollen decoratief papier voor paneelafwerking hebben doorgaans een breedte van 1.250 mm tot 2.100 mm. De maximale printbreedte van uw machine moet geschikt zijn voor het breedste substraatformaat in uw productassortiment, aangezien het wijzigen van de cilindergrootte duur en tijdrovend is.
- Aantal printeenheden: Meer printstations betekenen meer beschikbare kleuren en meer ontwerpcomplexiteit. Voor de meeste houtnerfpatronen zijn minimaal vier eenheden nodig; complexe steen- of textielpatronen gebruiken vaak zes of meer. Machines met een modulaire architectuur maken het mogelijk om eenheden later toe te voegen naarmate de productievereisten toenemen.
- Maximale afdruksnelheid: Diepdrukmachines met hoog rendement voor decoratieve paneeltoepassingen draaien tussen de 150 en 400 meter per minuut. Een hogere snelheid verhoogt de doorvoer, maar vereist sneller drogende inkten, krachtigere drogers en strakkere registercontrolesystemen. Evalueer uw werkelijke gemiddelde taaklengte en omstelfrequentie; ruwe snelheid is zinloos als u elke 3.000 meter cilinders verwisselt.
- Registercontrolesysteem: Zoek naar servogestuurde registercorrectie met automatische optische registratiesensoren die een nauwkeurigheid van ±0,1 mm kunnen handhaven bij volledige productiesnelheid. Slechte registratie is de belangrijkste oorzaak van verkeerde uitlijning van patronen in meerkleurige houtnerfafdrukken.
- Architectuur voor spanningscontrole: Een consistente baanspanning gedurende het hele printpad is van cruciaal belang voor zowel papier- als filmsubstraten. Machines moeten onafhankelijke spanningszonecontrole bieden, van het afwikkelen via alle printeenheden tot het terugspoelen, met loadcell-feedbacksystemen in plaats van eenvoudige danserrolopstellingen.
- Capaciteit droogsysteem: De droogcapaciteit moet overeenkomen met de maximale printsnelheid en de verdampingsbelasting van de gebruikte inkt. Drogers met een te laag vermogen vormen een knelpunt dat operators dwingt de snelheid te verlagen, waardoor de nominale doorvoer van de machine teniet wordt gedaan. De efficiëntie van de terugwinning van oplosmiddelen is ook een belangrijke kosten- en nalevingsfactor.
- Cilinderlaad- en wisselsysteem: Bij decoratieve paneelbewerkingen met een grote variëteit vinden cilinderwisselingen regelmatig plaats. Machines met op rails gemonteerde trolleys, preregistratiesystemen en snelkoppelbare inkttoevoerfittingen verkorten de omsteltijd van uren tot minder dan 30 minuten op goed ontworpen apparatuur.
Overwegingen bij de inktformulering voor afwerkingstoepassingen van houten panelen
De inkten die worden gebruikt bij diepdruk voor het afwerken van panelen op houtbasis zijn geen standaard drukinkten; ze moeten de daaropvolgende laminerings-, pers- en oppervlaktebehandelingsprocessen overleven die bedrukt papier of film transformeren in een afgewerkt paneeloppervlak. Dit stelt unieke eisen aan de inktchemie.
Voor met melamine geperste laminaten moeten de inkten bestand zijn tegen de hoge temperaturen en druk van de kortcyclische pers – doorgaans 180–210°C en 25–40 bar. Inkten die componenten bevatten die onder deze omstandigheden uiteenvallen of uitlopen, veroorzaken kleurverschuivingen of oppervlakteverontreiniging in het afgewerkte paneel. De meeste leveranciers bieden drukstabiele diepdrukinkten die speciaal zijn samengesteld voor melaminelaminaattoepassingen, waarbij pigmenten en bindmiddelen zijn geselecteerd op thermische stabiliteit.
Voor PVC-folietoepassingen die worden gebruikt bij de meubelverpakking en de productie van deurhuiden, ondergaat de bedrukte folie een vacuümvorm- of membraanpersproces met warmte. Inkten moeten flexibel blijven en niet broos worden, omdat broze inktfilms barsten tijdens het vormingsproces en zichtbare defecten veroorzaken bij bochten en randen. Migratie van weekmakers van het PVC-substraat naar de inktlaag is een ander stabiliteitsprobleem op de lange termijn dat moet worden aangepakt door middel van inktformulering.
Veelvoorkomende printfouten bij diepdruk op houten panelen en hoe u deze kunt voorkomen
Zelfs met goed onderhouden apparatuur en hoogwaardige materialen is diepdruk voor decoratieve paneeloppervlakken gevoelig voor een specifieke reeks terugkerende defecten. Het begrijpen van de onderliggende oorzaken is de eerste stap naar systematische preventie.
Ontbrekende punten (overslaan)
Overslaan treedt op wanneer de inkt niet van de gegraveerde cellen naar het substraat kan worden overgebracht, waardoor er kleine witte vlekjes op de afgedrukte afbeelding ontstaan. De meest voorkomende oorzaken zijn een te hoge inktviscositeit, onvoldoende afdrukdruk, vervuiling van het rakelmes of een substraatoppervlak dat te glad is om voldoende capillaire inktafgifte te genereren. Het in realtime monitoren van de inktviscositeit en het onderhouden van schone rakelmessen met regelmatige meswisselschema’s vermindert de overslagfrequentie aanzienlijk.
Doctor Blade-strepen
Strepen die in de machinerichting lopen, worden veroorzaakt door deeltjes die vastzitten tussen het rakelmes en het cilinderoppervlak, waardoor een kanaal ontstaat waardoor inkt het mes kan omzeilen. Vervuilde inkt, harde vreemde deeltjes door cilinderslijtage of een beschadigde mesrand kunnen allemaal dit defect veroorzaken. Het gebruik van gefilterde inktafgiftesystemen en het inspecteren van rakelmessen vóór elke opdracht zijn standaard preventieve maatregelen.
Verkeerde registratie van patroon
Wanneer de kleurlagen van meerdere printeenheden niet goed uitgelijnd zijn, worden fijne details in de houtnerf wazig of verdubbeld. Verkeerde registratie wordt meestal veroorzaakt door fluctuaties in de baanspanning, thermische uitzetting van substraten in slecht gecontroleerde drogeromgevingen of registerservosystemen die traag corrigeren voor verstoringen. Door stabiele drogertemperaturen te handhaven en ervoor te zorgen dat het spanningscontrolesysteem goed is gekalibreerd voor het substraat waarop wordt gewerkt, worden de meeste registratieproblemen opgelost.
Inktverrekening en -blokkering
Verrekening vindt plaats wanneer natte of onvoldoende gedroogde inkt overgaat van de bedrukte zijde van het web naar de achterkant van de laag erboven op de opwikkelrol, waardoor beide oppervlakken worden beschadigd. Dit defect wordt vrijwel altijd veroorzaakt door draaien op snelheden die hoger zijn dan de verdampingscapaciteit van de droger voor de huidige combinatie van inkt en substraat. Het verlagen van de snelheid of het verhogen van de drogertemperatuur (binnen de substraattolerantielimieten) lost het onmiddellijke probleem op; Oplossingen voor de langere termijn omvatten het verbeteren van de drogercapaciteit of het overstappen op sneller drogende inktformuleringen.
Hoe diepdruk zich verhoudt tot andere printtechnologieën voor paneelafwerking
Diepdruk is niet de enige technologie die beschikbaar is voor het produceren van decoratieve oppervlakken voor panelen op houtbasis, en het is de moeite waard om te begrijpen waar deze zich bevindt ten opzichte van alternatieven voordat er beslissingen over kapitaalinvesteringen worden genomen.
| Technologie | Afdrukkwaliteit | Looplengte | Installatiekosten | Beste voor |
| Diepdruk | Uitstekend | Zeer lang (50.000 m) | Hoog (cilinderkosten) | Standaarddecors met groot volume |
| Flexografisch | Goed | Middellang – lang | Middelmatig | Effen kleuren, eenvoudige patronen |
| Digitale inkjetprinter | Zeer goed | Kort-medium | Laag (geen cilinders) | Aangepaste decors, kleine oplages |
| Offsetlithografie | Uitstekend | Middelmatig | Middelmatig | Zelden gebruikt bij paneelafwerking |
Het ongeëvenaarde voordeel van diepdruk voor decoratie van houten panelen in grote volumes is de consistentie over extreem lange oplages en het vermogen om subtiele toongradiënten in hout- en steentexturen beter te reproduceren dan welk concurrerend analoog proces dan ook. Het voornaamste nadeel – de hoge cilindervoorbereidingskosten – maakt hem economisch ongeschikt voor korte runs of frequente ontwerpwijzigingen. Veel grotere fabrikanten exploiteren nu zowel diepdruklijnen voor hun belangrijkste decorcatalogus met grote volumes als digitale inkjetlijnen voor kleine oplagen op maat, waarbij ze het beste van beide benaderingen benutten.
Onderhoudspraktijken die de machineprestaties op lange termijn beschermen
EEN gravure printing machine for wood-based panel finishing represents a major capital investment — typically in the range of €500,000 to several million euros depending on width, speed, and configuration. Protecting that investment through disciplined maintenance directly impacts both uptime and print quality over the machine's operational life.
- Vervangingsschema voor rakelmesjes: De messen moeten volgens een vast schema worden vervangen – meestal elke ploegendienst of elke rolwisseling voor productie op hoge snelheid – in plaats van te wachten tot er zichtbare defecten optreden. Als de messen defect raken, ontstaat er schade aan het cilinderoppervlak, die veel duurder is om te repareren.
- Inspectie van de afdrukrollen: Rubberen afdrukrollen worden na verloop van tijd hard en er ontstaan onregelmatigheden in het oppervlak. Regelmatige Shore-hardheidsmetingen en oppervlakte-inspecties sporen verslechtering op voordat dit problemen met de printkwaliteit veroorzaakt. Walsen moeten opnieuw worden geslepen of vervangen als de hardheid afwijkt van de specificatie.
- Inktsysteem spoelen: Inktbakken, pompen en recirculatielijnen moeten tijdens elke kleurwisseling en aan het einde van elke productierun grondig worden gespoeld. Opgedroogde inktafzettingen in toevoerleidingen veroorzaken instabiliteit van de viscositeit, vervuiling en uiteindelijk pompstoringen.
- Onderhoud droger: EENir nozzles and infrared elements in drying tunnels should be inspected for blockage or degradation quarterly. Uneven drying from blocked nozzles causes localized ink cure problems that are difficult to diagnose from the finished roll alone.
- Systeemkalibratie registreren: Optische sensoren en servo-aandrijfparameters moeten regelmatig opnieuw worden gekalibreerd volgens de specificaties van de fabrikant. Afwijkingen in de sensoruitlijning of servoresponscurves leiden tot geleidelijke registerverslechtering, die soms wordt aangezien voor substraat- of cilinderproblemen.
- Cilinderopslag en -hantering: Verchroomde diepdrukcilinders zijn precisieonderdelen die beschadigd kunnen raken door onjuiste opslag of onzorgvuldig gebruik. Bewaar cilinders verticaal op gevoerde steunen, uit de buurt van vocht, en sluit de uiteinden van de astap af om de lageroppervlakken tijdens transport te beschermen.
Productcategorieën
Aanbevolen nieuws
aangeraden producten
De verscheidenheid aan modellen om tegemoet te komen aan de ontwikkelingsbehoeften van verschillende regio's in de wereld.


Stuur ons nu een bericht!
Snelle koppelingen
Producten
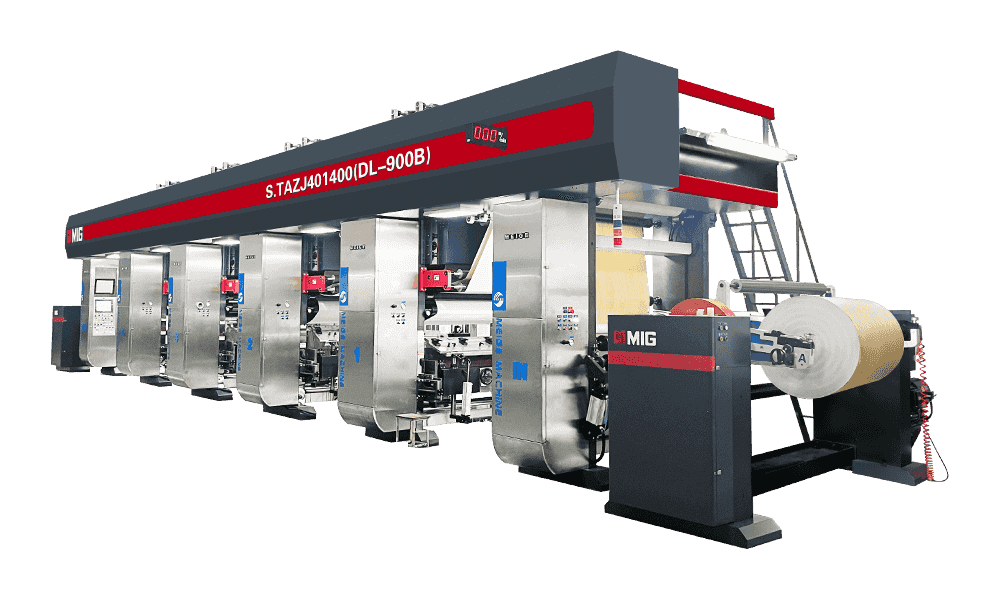
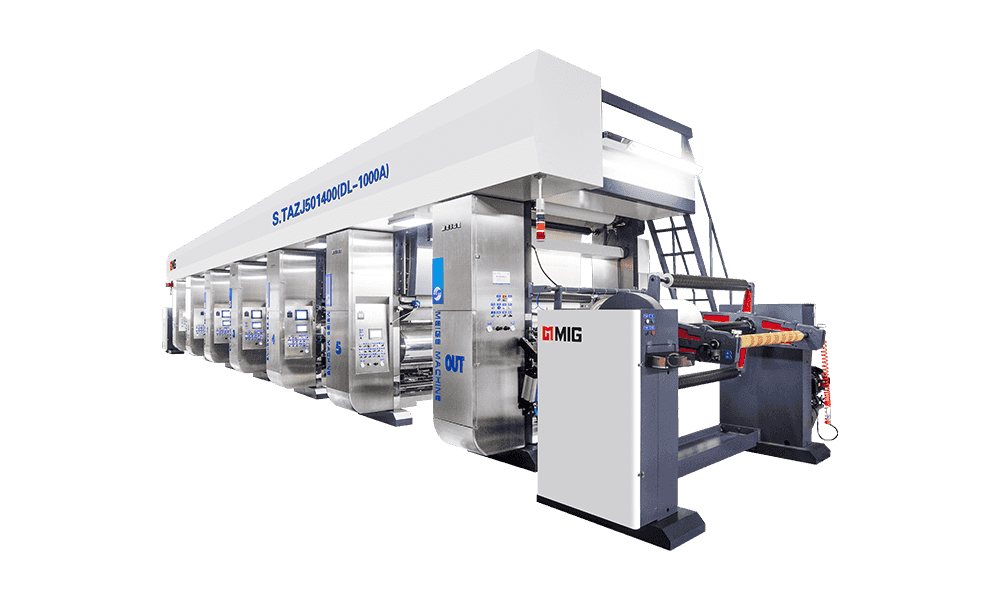
- Diepdrukprinter voor decoratief papier uit de KL-serie
- Diepdrukprinter voor decoratief papier uit de DL-serie
- Diepdrukprinter voor decoratief papier uit de HL-serie
- Diepdrukprinter voor decoratief papier uit de MG-serie
- LLW-serie diepdrukcoatingmachine voor decoratief papier
- BL, CS, JS, CL, JL, EL-serie diepdrukprinter voor decoratief papier
- ......
Neem contact met ons op
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, provincie Zhejiang
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Privacy
Privacy